









EBS 12 E ERGON - Ротационные выдувные системы (производительность до 30,000 бут./ч)







Линейка из восьми моделей класса «стандарт», оснащённых 4 — 20 гнёздами выдувания, предназначенных для производства бутылок вместимостью до 3 литров, при максимальной производительности каждого выдувного гнезда 1800-2000 бут/час
Модельный ряд карусельных экструзионно-выдувных машин Smiform SR – это уникальный шанс добиться великолепных результатов в производстве ПЭТ и ПП ёмкостей, предназначенных для пищевой промышленности. Высокая технологичность, невероятно низкие затраты на производство и техническое обслуживание, а также отличное соотношение между ценой и качеством, превращают модельный ряд SR в идеальное техническое решение для производства пластиковых ёмкостей самых разных размеров и форм – от простых, линейных, до наиболее сложных и инновационных моделей.
| EBS 12 E ERGON | EBS 14 E ERGON | EBS 16 E ERGON | EBS 20 E ERGON | |
|---|---|---|---|---|
| Max. output (BPH) | 30000 | 35000 | 40000 | 50000 |
| Размер бутылки | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 120 mm | min Ø = 44 mm max Ø = 75 mm |
| Cavities | 12 | 14 | 16 | 20 |
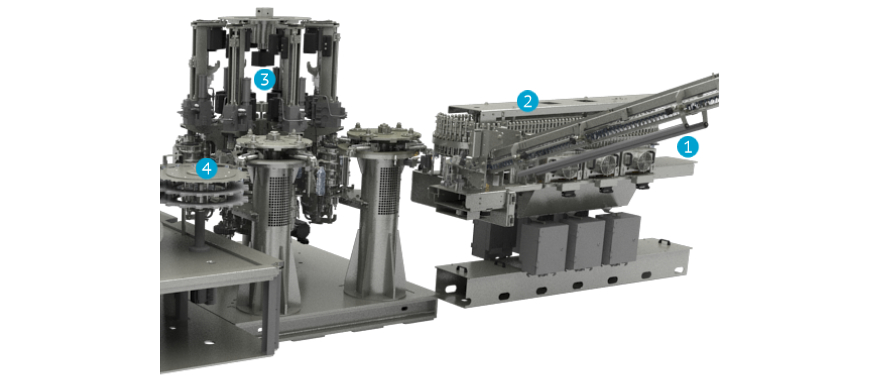
11.ЗАГРУЗКА ПРЕФОРМ
Специальный элеватор транспортирует преформы от бункера к позиционирующему устройству, передающему их к наклонной ленте, откуда они попадают прямо в звездообразную разделительную карусель, расположенную на входе печи. Она транспортирует преформы к ленте, с которой они захватываются манипуляторами и пeрeдаются к модулю подогрева.

22.ПОДО ГРЕ В ПРЕ ФОР М
Перед поступлением в модуль подогрева, работающий на инфракрасных лампах, каждая преформа подвергается двум независимым друг от друга проверкам. Первая из них имеет целью анализировать размеры и вертикальное положение заготовок, автоматически отбраковывая все те, которые не соответствуют заданным параметрам. Вторая измеряет температуру и блокирует выдувное устройство, если температура какого-то числа преформ оказывается вне заданных значений. Заготовки, поддерживаемые экструзионными головками, проходят через подогревающий модуль с горловиной, направленной сначала вверх, а затем вниз. В течение всего процесса подогрева преформы постоянно вращаются вокруг собственной оси, что обеспечивает равномерное и симметричное распределение температуры. Модуль подогрева оснащён двумя отдельными системами охлаждения:а) системой с использованием жидкости, охлаждающей кольцо заготовки, которое предохраняет преформу от деформации во время подогрева, и б) системой воздушного охлаждения, котораяподдерживает температуру в печи достаточно низкой, предохраняя таким образом стенки преформ от перегрева. На выходе из печи специальный датчик измеряет температуру заготовки, сравнивая её с заданными параметрами, и если эти значения не совпадают, увеличивает или снижает мощность ламп в печи.
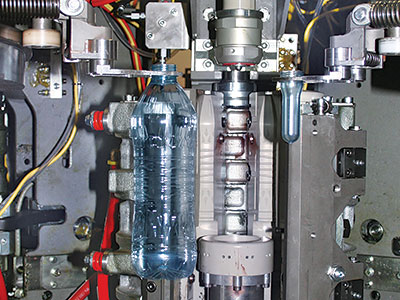
33.ВЫД УВАНИЕ ПРЕ ФОР М
Специальная карусельная система манипуляторов захватывает преформы со звездообразной карусели, расположенной на выходе из модуля подогрева и позиционирует их в гнёздах выдувания. Сам процесс выдувания делится на два этапа:
1) экструзия и подготовка к выдуванию, которые происходят одновременно во время снижения экструзионной головки и подачи сжатого воздуха с низким давлением, и
2) собственно выдувание, осуществляемое при непрерывной подаче сжатого воздуха высокого давления, под воздействием которого ёмкости принимают свою окончательную форму. Постоянный поддув сжатого воздуха снаружи обеспечивает идеальное положение пресс-формы, а её механический замок гарантирует полную безопасность процесса экструзии и выдувания. Гнёзда выдувания также оснащены системой охлаждения жидкостью, что позволяет поддерживать температуру пресс-форм постоянной.

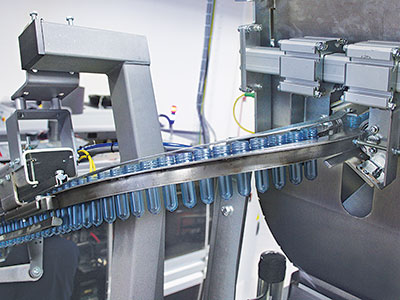
44.ВЫХОД ГОТОВЫХ БУТЫЛОК
Во время выдувания чуткая контрольная система следит за тем, чтобы давление внутри каждой пресс-формы оставалось постоянным. В случае перепада давления форма выдуваемых ёмкостей не будет соответствовать заданной, поэтому эти бутылки автоматически бракуются. Готовые бутылки захватываются второй группой карусельных манипуляторов и подаются на воздушный транспортёр, откуда они попадают в установку розлива и укупорки.
Устройство позиционирования преформ
