









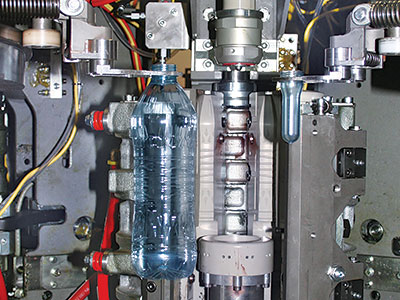
ECOBLOC® ERGON HEMF - Интегрированные системы выдува, розлива и укупорки для жидкого масла







Модели серии ECOBLOC® HEMF - идеальное решение для производства, розлива и укупорки бутылок ПЭТ и ПП любых форм и размеров. Объединение функций выдува, розлива и укупорки в единый блок обладает множеством преимуществ - итоговый продукт более компактный, не требует ополаскивателя и конвейеров между выдувом и розливом, следовательно минимизируется риск загрязнения продукта и неэффективной работы линии.
Интегрированная система для операций экструзии-выдувания, розлива и укупорки из продуктовой линейки ECOBLOC® Smiform сочетает в себе функции сразу нескольких машин: ротационной экструзионно-выдувной, ротационной электронной разливочной и ротационной для укупорки. Главные преимущества ECOBLOC® Smiform:
Модели линейки ECOBLOC® Smiform — идеальное решение для производства, розлива и укупорки емкостей из ПЭТ, ПЭФ и ПП различного объема. Важный их плюс — формы, от простейших до самых сложных и новаторских. Соединение в одном комплексе функций экструзии-выдувания, розлива и укупорки обеспечивает значительные экономические преимущества, поскольку:
Все модели оснащены инновационной системой передачи емкостей, которая снижает риски загрязнения разливаемого продукта и улучшает общие экономические показатели работы оборудования. Интегрированные системы ECOBLOC® Smiform можно использовать в установках по розливу следующих продуктов:
11.ЗАГРУЗКА ПРЕФОРМ
Специальный элеватор транспортирует преформы от бункера к позиционирующему устройству, передающему их к наклонной ленте, откуда они попадают прямо в звездообразную разделительную карусель, расположенную на входе печи. Она транспортирует преформы к ленте, с которой они захватываются манипуляторами и пeрeдаются к модулю подогрева.

22.ПОДОГРЕВ ПРЕФОРМ
Перед поступлением в модуль подогрева, работающий на инфракрасных лампах, каждая преформа подвергается двум независимым друг от друга проверкам. Первая из них имеет целью анализировать размеры и вертикальное положение заготовок, автоматически отбраковывая все те, которые не соответствуют заданным параметрам. Вторая измеряет температуру и блокирует выдувное устройство, если температура какого-то числа преформ оказывается вне заданных значений. Заготовки, поддерживаемые экструзионными головками, проходят через подогревающий модуль с горловиной, направленной сначала вверх, а затем вниз. В течение всего процесса подогрева преформы постоянно вращаются вокруг собственной оси, что обеспечивает равномерное и симметричное распределение температуры. Модуль подогрева оснащён двумя отдельными системами охлаждения:а) системой с использованием жидкости, охлаждающей кольцо заготовки, которое предохраняет преформу от деформации во время подогрева, и б) системой воздушного охлаждения, котораяподдерживает температуру в печи достаточно низкой, предохраняя таким образом стенки преформ от перегрева. На выходе из печи специальный датчик измеряет температуру заготовки, сравнивая её с заданными параметрами, и если эти значения не совпадают, увеличивает или снижает мощность ламп в печи.
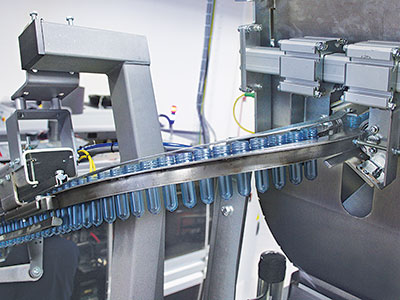
33.ВЫДУВАНИЕ ПРЕФОРМ
Специальная карусельная система манипуляторов захватывает преформы со звездообразной карусели, расположенной на выходе из модуля подогрева и позиционирует их в гнёздах выдувания. Сам процесс выдувания делится на два этапа:
1) экструзия и подготовка к выдуванию, которые происходят одновременно во время снижения экструзионной головки и подачи сжатого воздуха с низким давлением, и
2) собственно выдувание, осуществляемое при непрерывной подаче сжатого воздуха высокого давления, под воздействием которого ёмкости принимают свою окончательную форму. Постоянный поддув сжатого воздуха снаружи обеспечивает идеальное положение пресс-формы, а её механический замок гарантирует полную безопасность процесса экструзии и выдувания. Гнёзда выдувания также оснащены системой охлаждения жидкостью, что позволяет поддерживать температуру пресс-форм постоянной.

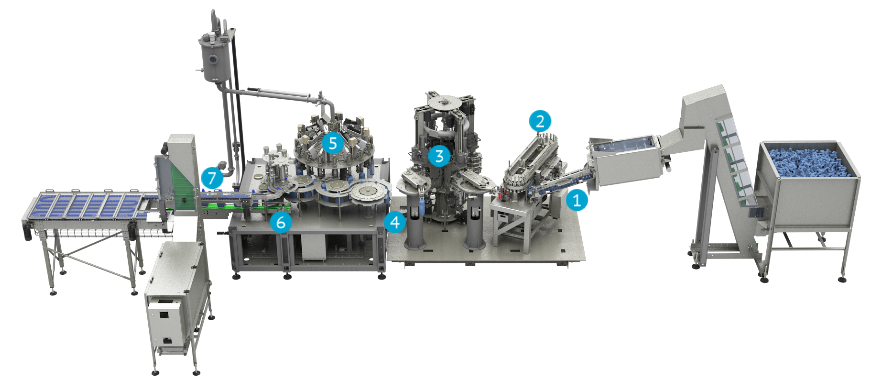
4Перенос пустых бутылок
После выдува бутылки в выдувной системе пустые бутылки переносятся от выдувного аппарата к розливному посредством "горловых зажимов" на специальных передаточных звездах. Передаточная звезда на выходе из выдувного аппарата электронно синхронизируется с передаточной звездой, ведущей бутылку на розлив.

5Розлив
Когда бутылка доходит до станции розлива манипулятор берет ее за горло и помещает ее под клапан розлива.
Разливаемый продукт находится во внешнем резервуаре, откуда он качается к клапану розлива специальным насосом. Электрический массовый розлив производится с помощью датчиков массы которые работают на эффекте Кориолиса, размещенных перед каждым клапаном. Измерение основывается на замере пульсации, выставленной для конкретного формата. Когда необходимое значение пульсов достигнуто на клапан посылается закрывающий сигнал.
На этом этапе заполненная бутылка передается на станцию укупорки.

6УКУПОРКА
Передаточная звезда размещает бутылку под станцией укупорки. Крышка из системы подачи подбирается с помощью системы "Pick & Place". Укупорочная головка подбирает крышку и наносит ее на бутылку. В зависимости от типа наносимой крышки укупорочная система может наносить крышку с помощью вращения или давления.
Заполненная и укупоренная бутылка после этого передается на выходной конвейер.

7Выходной конвейер
Наполненные и укупоренные бутылки переносятся на ленту конвейера, которая выводит их из машины. Конвейер оборудован автоматической системой выравнивания бутылок по высоте.
Преимущества
Модуль розлива
В модуле розлива применяется технология «Baseless», обладающая следующими преимуществами:
Электронный розлив
Комплексные системы ECOBLOC®, использующие самые современные технологии розлива, обладают следующими преимуществами:
Электронный розлив по объёму - ECOBLOC® VMAG/VMAS: НЕГАЗИРО ВАННЫЕ ЖИДКО СТИ
Электронный изобарический розлив по объёму ECOBLOC® LG-VMAG: ГАЗИРО ВАННЫЕ НАПИТКИ
Укупорочный модуль
